 马扎克XK7126立式加工中心厂家数控机床 现货现卖 统一出货价格厂价质保三年立式加工中心
马扎克XK7126立式加工中心厂家数控机床 现货现卖 统一出货价格厂价质保三年立式加工中心
 马扎克机床生产厂家普通车床C6150
马扎克机床生产厂家普通车床C6150
 马扎克机床厂家生产BC6085 牛头刨床 高精度耐磨耐用 全新出货 质保三年
马扎克机床厂家生产BC6085 牛头刨床 高精度耐磨耐用 全新出货 质保三年

 马扎克X5036B立式升降台铣床 厂家批发价格 全新机床
马扎克X5036B立式升降台铣床 厂家批发价格 全新机床
 马扎克机床厂家 数控车床LCK400 现货供应 广数系统
马扎克机床厂家 数控车床LCK400 现货供应 广数系统
 马扎克机床厂家生产 数控车床CK61125 现货供应
马扎克机床厂家生产 数控车床CK61125 现货供应
 马扎克数控机床厂家 XK5032立式数控铣床 大功率大铣床
马扎克数控机床厂家 XK5032立式数控铣床 大功率大铣床
 马扎克机床CJK0640数控车床 高精度数控车床 货源厂家供应
马扎克机床CJK0640数控车床 高精度数控车床 货源厂家供应
产品详情
欢迎来到山东马扎克数控机床有限公司!
- 销售热线:06325564519
- 移动版





产品价格面议
最小起订量:1 台可售数量:35 台


 企业名片
企业名片

 rrr r
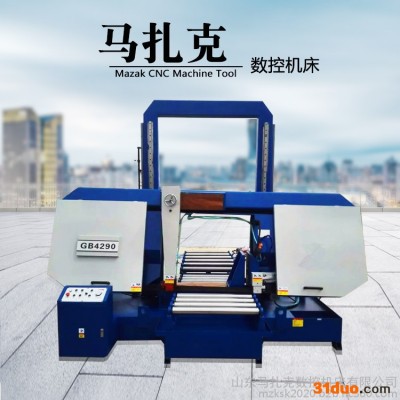
rrr r | r 方柱龙门结构,钢性更好,结构更合理,适合于大中型设备。自动调节的 r进给系统,独立的液压泵站。自动停机, r自动上升功能。采用双夹钳液压夹紧使工件更稳定。带锯条采用滚动轴承 r和硬质合金导向,切割更。 r | r
| r r主要特点: r1、锯床是由机械、电气、液压等部份组成,具有自动夹紧、自动进刀、 r切割完毕锯架自动上升(即退刀)的功能。 r2、进给速度,在给定的范围内,可进行无级调整。 r3、自动送料,有效地减轻工人的劳动强度。 r4、采用高精度的滚动直线导轨副,运动精度高、耐磨性好,保证锯架上 r升及下降工作时工件切割面的垂直度和精度。 r5、切削采用进口、薄片的双金属带锯条,因此,切口窄,耗材少,所需 r动力小,是大、中型企业的理想切割设备。 r6、由双虎钳夹紧,通过油缸推动活动钳口,由导向杆定位,实现夹紧功 r能。 r7、本产品配有自动送料架。r | r
| r r产品型号 r | r r rMODEL NO r | r r rGB4290 r | r
| r 切削范围mmr | rr Cutting capacityr | rr r900-900×900 r | r
| r 锯带规格mmr | rr Blade sizer | rr r9200×80×1.9 r | r
| r 锯带线速m/minr | rr Blade speedr | rr r20-80(变频无级) r | r
| r 工作夹紧方式r | rr Clamping typer | rr r液压 r | r
| r 主电机功率KW r | rr Main motor powerr | rr r12 r | r
| r 液压电机功率KWr | rr Motor hydraulicr | rr r3.3 r | r
| r 冷却泵功率KWr | rr Coolant pumpr | rr r0.225 r | r
| r r | r r r | r r r | r
| r 外形尺寸mmr | rr Overall dimensionr | rr r4800×2500×3000 r r | r
| r r 序号r r | rr r 润滑部位 r r | rr r 油脂品种r r | rr r 润滑周期r r | rr r 润滑方式r r | r
| r r 1r r | rr r 带锯轴承r r | rr r 黄油r r | rr r 每班一次r r | rr r 油枪r r | r
| r r 2r r | rr r 升降油缸下轴承r r | rr r 黄油r r | rr r 每班一次r r | rr r 油枪r r | r
| r r 3r r | rr r 张紧装置导轨r r | rr r 黄油r r | rr r 每班一次r r | rr r 油枪r r | r
| r r 4r r | rr r 涡轮箱上放轴承r r | rr r 黄油r r | rr r 每班一次r r | rr r 油枪r r | r
| r r 5r r | rr r 导向器滚动轴承r r | rr r 机油r r | rr r 每班一次r r | rr r 油壶r r | r
| r r 6r r | rr r 涡轮箱r r | rr r 齿轮油r r | rr r 每年一次r r | rr r 油壶r r | r
| r r 7r r | rr r 锯架升降枢轴r r | rr r 机油r r | rr r 每班多次r r | rr r 油杯r r | r
 Email:
Email:



