


 一、设备名称:IGBT中频感应加热设备及配套工装 二、设备型号:DX-300KW 三、工艺要求:直径55mm,加热长度1000mm,加热温度1000度,加热速度<5分钟/个)。 四、设备组成:IGBT中频电源柜一台,加热线圈,进出料装置2套(包含电控箱)。 五、产品报价:
一、设备名称:IGBT中频感应加热设备及配套工装 二、设备型号:DX-300KW 三、工艺要求:直径55mm,加热长度1000mm,加热温度1000度,加热速度<5分钟/个)。 四、设备组成:IGBT中频电源柜一台,加热线圈,进出料装置2套(包含电控箱)。 五、产品报价: | 产品名称 | 规格型号 | 单位 | 数量 | 单价 | 合计 | 备注 |
| 中频频感应加热设备(电动) | DX-300 | 套 | 1 | 148000 | 148000 | |
| 1、以上价格包含13%增值税、包装费、国内运费,安装调试及培训费, |
闭式冷却塔推荐自己在无锡购买(300千瓦中频电源和加热线圈炉体冷却)。 | 产品名称 | 规格型号 | 单位 | 数量 |
| 中频电源 | DX-300 | 台 | 1 |
| 感应加热线圈 | 65-85mm | 个 | 1 |
| 45-65mm | 个 | 1 |
| 25-45mm | 个 | 1 |
| 进出料装置 | 9米 | 套 | 2 |
六、 设备具体参数配置: | 型号 | DX-300 |
| 输入电压 | 三相380V/50Hz |
| 工作电压 | 342V~430V |
| 最大输出功率 | 300KW |
| 频率 | 设备工作频率自动适应1~15KHz。 |
| 负载持续率 | 99.9% |
七、IGBT中频感应加热设备和感应线圈介绍 1、设备技术先进,稳定性高,可长时间连续工作。 2、具备过压、过流、缺相、水流量、水温等保护,确保设备工作。
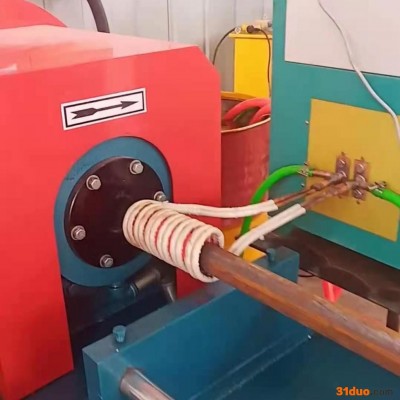
3、变频变载自适应。一台设备可加工多种规格工件,工件和负载变化后,无需对电源进行任何调整(不用打开电源柜门),即开即用,提高效率的同时降低了企业的设备投资。 4感应线圈分为三种: 1)、一种加热直径65-85mm,加热长度1.5米。
2)、一种加热直径45-65mm,加热长度1.0米。
3)、一种加热直径25-45mm,加热长度1.0米.待定,为适应不同直径加热线圈工作需要,配备一台可调轧比中频变压器,来适应不同直径工件加热的要求。
以上三种加热线圈全部配有支架,更换时只需拆卸通水电缆链接螺丝,移出原有加热线圈,换需要使用的线圈,在连接数通水电缆即可。 八、卧式进出料装置:
| 名称 | 型号 | 数量 | 单位 | 备注 |
| 进出料装置 | DXJC-09 | 2 | 套 | |
配置清单
| 名称 | 型号 | 单位 | 数量 | 备注 |
| 方钢支架 | 9000mm*400mm*800mm | 套 | 2 | |
| 电控柜 | | 个 | 1 | |
| 数控系统 | | 套 | 1 | |
| 伺服电机 | 1.5KW | 台 | 2 | |
| 减速机 | 7.5:1或者10:1 | 台 | 2 | |
| 5020滚珠丝杠 | 2m | 根 | 2 | |
| 20方导轨 | 2m | 根 | 4 | |
| 丝杠螺母 | | 个 | 2 | |
| 导轨滑块 | | 个 | 8 | |
| 推料气缸 | 500m | 个 | 8 | |
| 平行气缸夹爪 | | 个 | 4 | |
| 万向轴承带座 | | 个 | 32 | |
| 滚轴 | | 根 | 16 | |
| 行程开关 | | 个 | 4 | |
| 测温仪 | | 台 | 1 | |
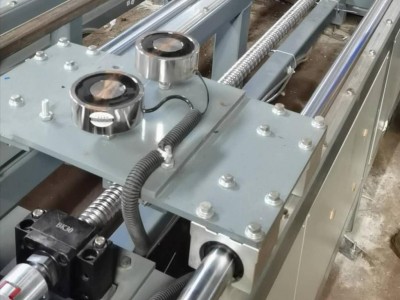
进出料装置装置结构特点 该装置总长9米,工作平台上人工放置一个待加热工件,工件人工上料,工件放置到平台上,平行气缸夹爪夹紧工件,工作平台带动工件向前运动,把工件送到加热线圈里(进料长度通过行程开关调节),设备启动加热,测温仪同时工作测试温度,当温度达到设定温度时,加热设备停止工作,工作平台带动工件向后运动退出加热线圈,退出到设定位置后,平行气缸夹爪松开工件,推料气缸把加热好的工件推出工位滑到锻压的工位,锻压工作平台上平行气缸夹爪夹紧工件,工作平台带动工件向前运动到设定位置,平行气缸夹爪松开工件,工件进行锻压,锻压完成后,锻压工作平台上平行气缸夹爪二次夹紧工件,工作平台带动工件向后运动到设定位置,锻压工位的推料气缸把完成后的工件推出工位,滑落到放料位置。以此类推循环工作。 1、该装置有支架、滑轨、滑块、丝杠、托架、行程开关、伺服电机、减速机,气动夹爪,气缸,电控柜等组成。 2、该装置工作台上放置直径25-85mm的圆钢,平台前后移动均是通过数控系统控制伺服电机带动丝杠旋转使平台匀速前后移动,到达设定位置停止移动。 3、床身部分:采用方钢焊接结构,床身上安装20方形导轨。丝杠为5020丝杠。行程之外的床身每1000mm的距离装有带轴承的滚轴。滚轴与平台在一个水平线上,起到支撑工件和工件在前后移动时减少阻力的作用 4、工作台系统:采用数控系统控制伺服电机驱动滚珠丝杠实现工作台带动工件的前后运动,工作平台上方装有气动夹爪,可以夹紧工件在前后移动的状况下不让左右移动。平台行程1500mm可在30秒内完成前进或后退。平台传动轻快,导向精度高,定位准确,具有较高的安全可靠性。 5、在床身每个工位下方装有四个推翻料气缸,在工件完成加热退出加热线圈后经过气缸把工件推出工位滚转到预先设定的位置。工件锻压完成后也是经过气缸把工件推出工位滚转到预先设定的位置。








 企业名片
企业名片 帝鑫科技 IGBT高频烤销设备太阳能真空管烤销设备
面议
帝鑫科技 IGBT高频烤销设备太阳能真空管烤销设备
面议
 固态高频感应加热设备电子管为特征的感应加热设备新型全固态高频感应加热设备
面议
固态高频感应加热设备电子管为特征的感应加热设备新型全固态高频感应加热设备
面议
 高频熔炼感应加热设备IGBT新型高频感应熔炼电源
面议
高频熔炼感应加热设备IGBT新型高频感应熔炼电源
面议
 帝鑫科技DX-50KW IGBT中频感应加热设备自动上下料进出料装置加热线圈高频电源柜缩尖设备
面议
帝鑫科技DX-50KW IGBT中频感应加热设备自动上下料进出料装置加热线圈高频电源柜缩尖设备
面议
 帝鑫科技DXZP-200 链轮链窝中频淬火设备淬火型IGBT新型感应加热电源淬火装置
面议
帝鑫科技DXZP-200 链轮链窝中频淬火设备淬火型IGBT新型感应加热电源淬火装置
面议
 帝鑫科技 中频透热炉节能加热设备锻前加热在线加热局部加热
面议
帝鑫科技 中频透热炉节能加热设备锻前加热在线加热局部加热
面议
 帝鑫科技中频淬火设备淬火管淬火型IGBT新型感应加热电源
面议
帝鑫科技中频淬火设备淬火管淬火型IGBT新型感应加热电源
面议
 Email:
Email:



