 戈岚孚来OTS不锈钢自动管板焊机自动板管焊机
戈岚孚来OTS不锈钢自动管板焊机自动板管焊机
 戈岚孚来GFO用纯化水不锈钢管道对接自动焊机的焊接施工工程
戈岚孚来GFO用纯化水不锈钢管道对接自动焊机的焊接施工工程
 供应卫生级不锈钢管道自动焊机
供应卫生级不锈钢管道自动焊机


 不锈钢管焊接 不锈钢管焊机 厂家定做 欢迎咨询 OTS管板自动焊机
不锈钢管焊接 不锈钢管焊机 厂家定做 欢迎咨询 OTS管板自动焊机
 上海戈岚孚来OPH 冷风机U型管自动焊机
上海戈岚孚来OPH 冷风机U型管自动焊机
 上海戈岚孚来GFO U型管换热器管板焊机
上海戈岚孚来GFO U型管换热器管板焊机
 上海 电子芯片管道安装工程焊机
上海 电子芯片管道安装工程焊机
 戈岚孚来 OTS管板自动焊机 厂家定做 欢迎咨询
戈岚孚来 OTS管板自动焊机 厂家定做 欢迎咨询
产品详情
欢迎来到上海戈岚孚来实业有限公司!
- 销售热线:02137568081
- 移动版






产品价格面议
最小起订量:1 套可售数量:100000 套


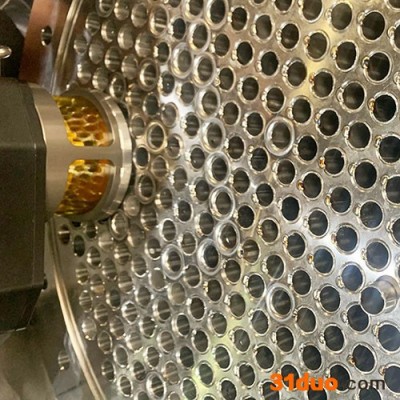
 ??不锈钢罐体管道自动直缝焊机也可叫做自动纵缝焊机焊接工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行好的控制的方法。 如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产高质量焊接并为高生产要求提供长电极寿命。
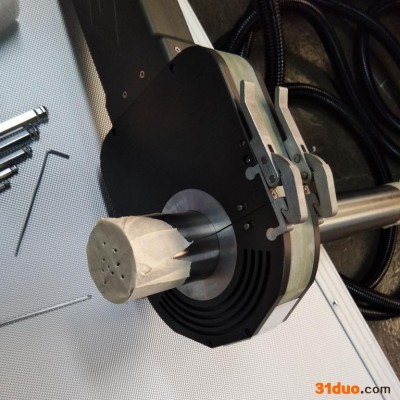
??不锈钢罐体管道自动直缝焊机也可叫做自动纵缝焊机焊接工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行好的控制的方法。 如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产高质量焊接并为高生产要求提供长电极寿命。  ??所有等离子焊机焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。
??所有等离子焊机焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。  ??等离子焊机特点
??等离子焊机特点 ??等离子焊机基本配置
??等离子焊机基本配置






 Email:
Email:



