


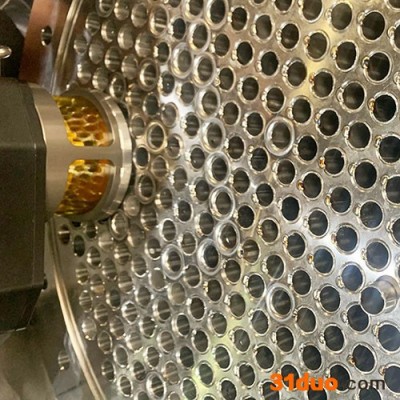









戈岚孚来OTS不锈钢自动管板焊机自动板管焊机设计时候还应考虑管式换热器制造商规范。一旦选择了管板接头的类型**需要采用一致自动化焊接工艺来创建数十到数百个管板接头,这对于产品的安全和运行很重要。我们将根据影响决策过程的变量和标准评估常见的管对管板焊接类型。

评估管对管板焊接类型
设计时候对于管-管板接头基本上有两种焊接选择:1) 滚压或膨胀(在管孔中铣削凹槽)和密封焊接,或者,2)强度焊接(不需要凹槽)。每种类型的接头都有优点和缺点;无论您选择哪种类型,使用能够实现的质量的焊接技术重要。

滚动或扩展和密封焊接带有滚焊或膨胀焊和密封焊的管板接头需要在每个管板孔中铣出一个或多个凹槽。铣削管孔槽增加了制造成本。通过液压或机械方法将管子膨胀到管孔槽中为制造过程增加了另一个步骤。一旦管子膨胀,然后将其焊接在管板处的管子外径周围。胀管和密封焊接相结合,在接头处达到所需的机械强度。

请注意,对于正确的组装顺序存在不同意见。先膨胀然后进行焊接的论据是消除由于膨胀过程导致密封焊缝破裂的风险。 “先焊接,然后膨胀”的理念认为,膨胀后焊接引入的热量可能会使接头松动。










